5iMX.com 我爱模型 玩家论坛 ——专业遥控模型和无人机玩家论坛(玩模型就上我爱模型,创始于2003年)
标题: 新兵扫盲贴:中心钻的使用说明 [打印本页]
作者: 锋利数控工具 时间: 2008-4-2 12:34
标题: 新兵扫盲贴:中心钻的使用说明
新兵扫盲贴!:em15:
中心钻使用说明
1.用户必须根据被加工零件的孔型及直孔尺寸合理选用中心钻的型号。
2.被加工工件的硬度在170-200HB之间最宜。
3.刀具在使用前,必须洗净防锈油脂,以免切屑粘在刀刃上影响事业性能。
4.被加工工件表面应平直,不得有砂眼或硬质点,以免刀具收损伤。
5.钻孔前的中心钻应达到所需的位置精度。
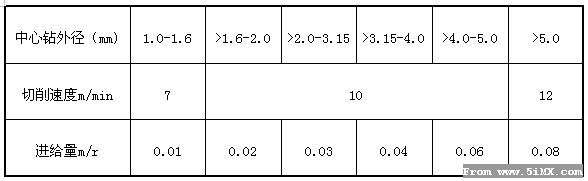
6.切削用量(见图)
7.切削液:根据加工对象选择不同的切削液,冷却应充分。
8.注意事项:在加工时出现有异常情况应立即停止,查清原因后方可加工;注意刃口的磨损情况及时修复;刀具使用后要清洗上油,妥善保管哦!
作者: 陈正 时间: 2008-4-2 13:14
一般人更喜欢靠经验作业。/
作者: 四毛做火车 时间: 2008-4-2 13:33
[quote]原帖由 陈正 于 2008-4-2 13:14 发表 
一般人更喜欢靠经验作业。/
不通过学习,一般人很多都是2把刀,所以很多经验也是错误! ,或许有恍然大悟,或许有原来是这样.
作者: 半导体 时间: 2008-4-2 17:16
更了解了
作者: 研究生 时间: 2008-4-2 17:19
理论还是要学的。
作者: 阿二 时间: 2008-4-2 18:07
用理论指导实践
作者: xwdwy 时间: 2008-4-2 20:51
我连新兵都不如,中心钻是什么?
作者: 海空雄鹰 时间: 2008-4-2 22:26
原帖由 xwdwy 于 2008-4-2 20:51 发表
我连新兵都不如,中心钻是什么?
车细长轴(以及有需要时候),需要尾座顶尖,所以需要在工件头上打个小的工艺孔,钻这个孔的就是中心钻。
作者: xwdwy 时间: 2008-4-2 23:54
别的钻头就不行?
作者: 锋利数控工具 时间: 2008-4-3 10:13
标题: 回复 #9 xwdwy 的帖子
这要看你怎么用途了?
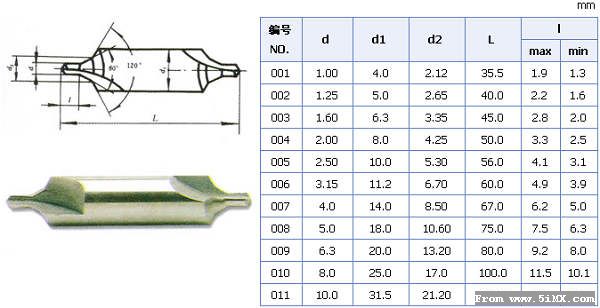
首先中心钻分A型,B型,R型!
A型是(不带护锥)60度的
B型是(带护锥)60度/120度的
R型是(弧形的)
我们最常用的顶尖角度就是60度的!
作者: zzzzffff 时间: 2008-4-3 11:11
对于出cam程序来说是很有用的
作者: 云浮 时间: 2008-4-3 15:55
这个是A型的,用于一般精度的长轴打中心孔。也用在车床上钻孔前先用它打个小眼,以便引导钻头正点钻入。

这个是B型的,有120度护锥,主要用于重磨精度要求高的工件中心孔加工,120度起到防止碰伤60度锥孔的作用。
[ 本帖最后由 云浮 于 2008-4-3 17:11 编辑 ]
作者: hcheng 时间: 2008-4-3 16:54
谢谢
作者: 锋利数控工具 时间: 2008-4-4 10:29
谢谢孕妇老大:em15: 的图文并茂!:em24: :em00:
| 欢迎光临 5iMX.com 我爱模型 玩家论坛 ——专业遥控模型和无人机玩家论坛(玩模型就上我爱模型,创始于2003年) (http://bbs.5imx.com/) |
Powered by Discuz! X3.3 |