惠民 发表于 2013-4-3 16:44 问题已经查明了,原因是后期输出没有搞对! |
|
雕刻机用的什么控制?? Mach3 的话 肯定是公英制弄错了 1英寸=25.4mm 原来走1就是1mm的,变成20多mm 这句话很明确了 |
阿云 发表于 2013-4-1 21:03 “原来走1就是1mm的,变成20多mm“,是不是没有设置模型尺寸? |
|
又长知识了 |
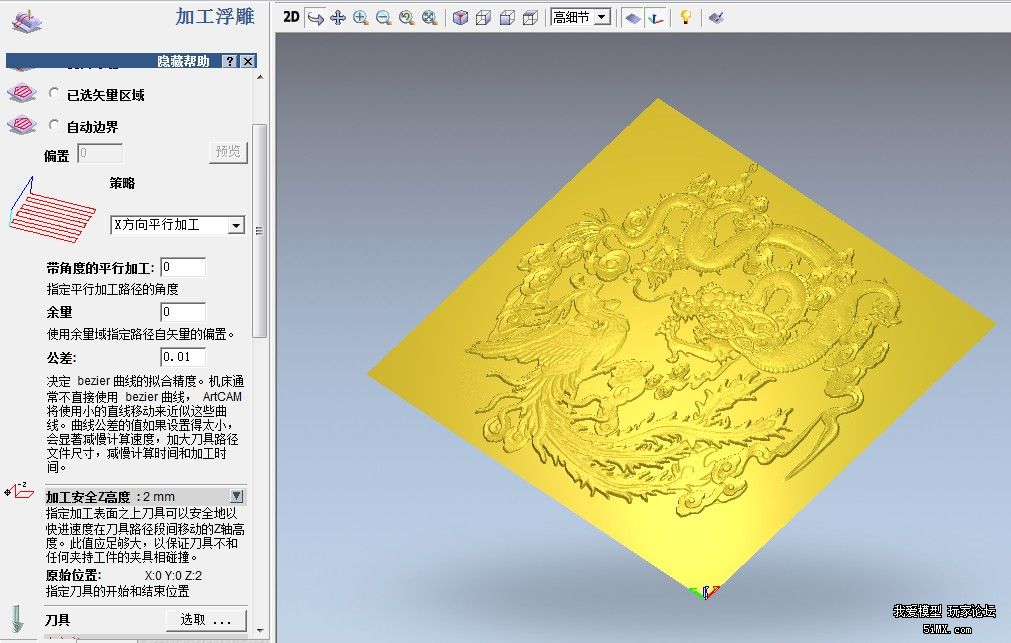
阿云 发表于 2013-4-1 20:34 第一条的Z写0是原点坐标, 最低点Z是图像的最低坐标, 分多少层由总切削量、刀具的下切量决定。 百度文库有ART的教程, http://wenku.baidu.com/view/a6c3dc4ecf84b9d528ea7ae5.html |
阿云 发表于 2013-4-1 21:36 谢谢 LZ辛苦了  |
▼°随变メ 发表于 2013-4-1 21:07 已经发给你了 |
阿云 发表于 2013-4-1 21:21 我JJ用的是42步进电机 带的是普通的12丝杆 螺距是1.75的 F最高只能设置500 再高就会丢步 我试过 F600 刀一进材料就开始失步 所以 我雕东西很慢  |
阿云 发表于 2013-4-1 21:21 
|
1111111111.jpg (8.68 KB, 下载次数: 10)
▼°随变メ 发表于 2013-4-1 21:13 因为我还不会怎么设置啊! |
|
|
阿云 发表于 2013-4-1 21:03 我邮箱me2788@qq.com 谢谢LZ |
▼°随变メ 发表于 2013-4-1 20:50 怎么传给你啊 |
|
LZ 能分享下你的灰度图吗? |
|
|
|
去找找林大夫的 |
本帖最后由 阿云 于 2013-4-1 20:36 编辑 山村农夫 发表于 2013-4-1 20:28 谢谢了,第一条路径的Z轴高度写0,是不是原点呢 兄弟能不能写一个从灰度图到G代码输出的教程呢,O(∩_∩)O谢谢 |
 /2
/2 
 收藏
收藏



