|
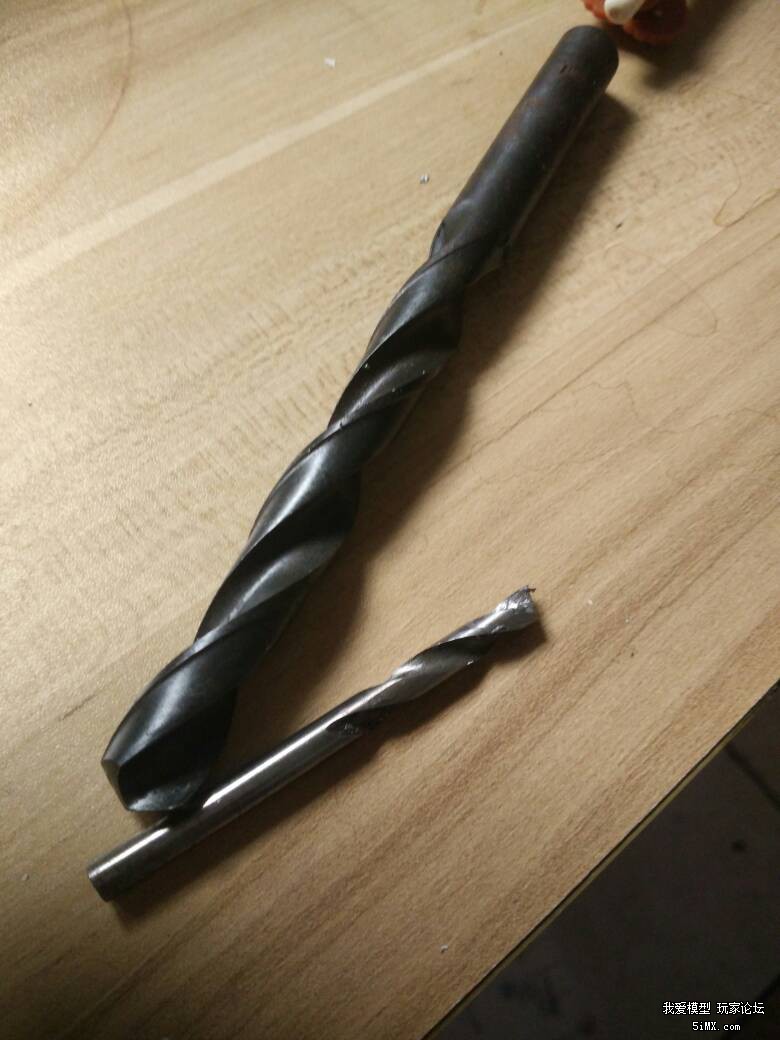
断了以后只要有出屑槽就还能用,先磨平断处,再魔切削角度,注意切削主刃一定要高,否则不能钻削。 |
|
角磨机不好磨 |
磨带出提前角是对的。 |
益华电器 发表于 2017-3-31 12:38 不一定用高度尺,做一个这种简易的工具一样能量等高。容易制作又成本又低。 
|
kekokele 发表于 2017-4-1 10:09 工作太忙,现在少玩机械了,机床放着生锈  |
本帖最后由 kekokele 于 2017-4-1 10:32 编辑 xiaoyi888 发表于 2017-3-31 03:59 欢迎38大神莅临指导,非常期待大神的大作  另外建议楼主,切割片粗磨还可以,细磨还可以用金刚石磨片,磨出来的效果比切割片要好,直接夹在磨头或车床甚至手Q钻上都可以。可以学习38的磨铣刀的帖子。 |
13292522186qq 发表于 2017-3-31 06:19 肯定可以磨,只是............ |
|
铣刀也可以磨吗。牛逼了 |
|
换个磨片,角磨机的切割片太薄,受力不均容易爆。玩机械先要注意安全。 |
益华电器 发表于 2017-3-29 12:08 118度是理论上,是教课书上说的,但也是经过证明的,是最常见的一种,其它角度不是不可以,更多需要考虑到钻头大小,所打孔的材料及厚度等因素。五十年代,中国也出了个倪志福钻头,引起世界级的重大反响及轰动。角度过小的钻头打打薄板没问题,打相对硬、深的孔就........,所以我第一次回复就说:要理论加实践。看看书上对钻头磨制的说明会少走弯路。 |
 /2
/2 
 收藏
收藏


 是,安全第一
是,安全第一
