原帖由 pinguo 于 2006-4-24 11:15 发表
别误会,呵呵,我只是希望我们板块的大家都多一些 轻松 认真 技术讨论氛围:em19::em19::em19:
绝对没有对你有敌意:em00::em00:
BB弹的精度确实非常重要,国产弹的精 ...
-------------------------------------------------------
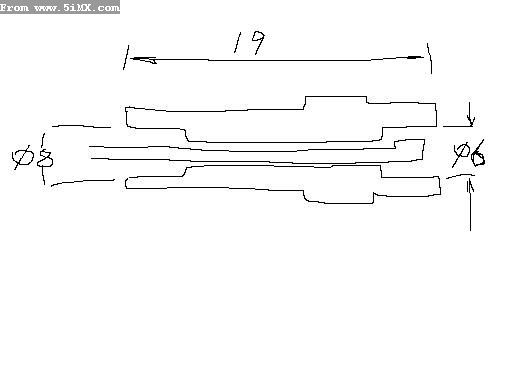
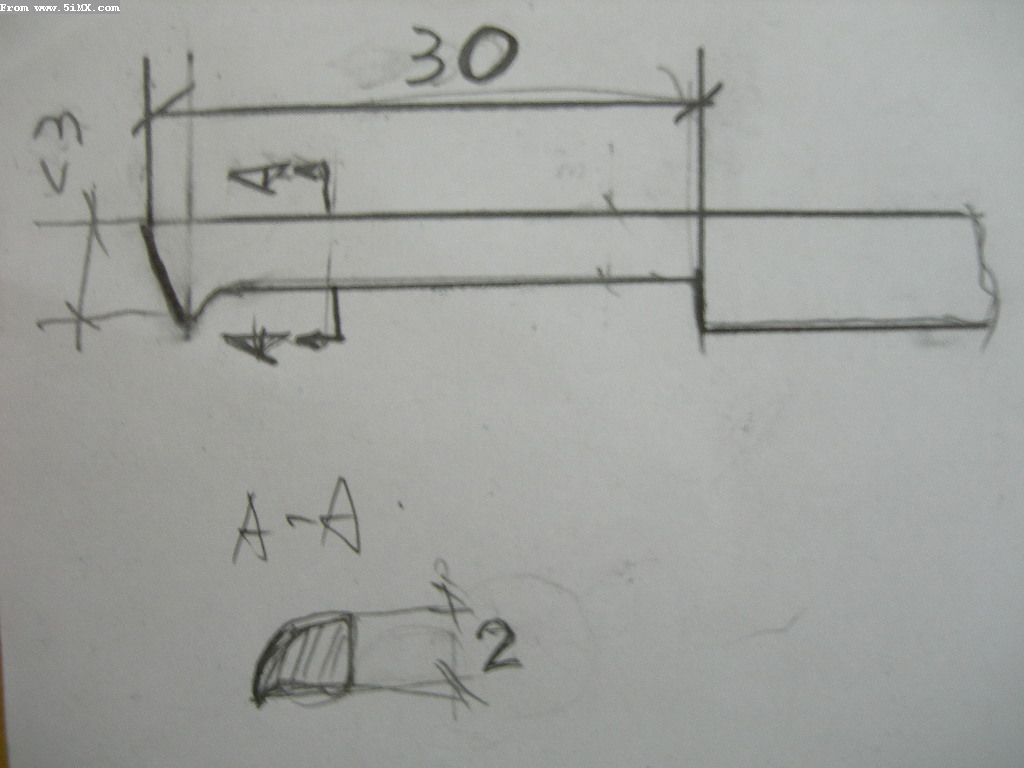
如果你的另件硬度比较大的话,可以先把外部加工好,然后淬火,再送到电火花加工处打孔,要多大打多大.
价格也不会太高.精度很好.
电火花打孔的方法是先根据孔的大小精车一根紫铜棒作电极,装在电火花机床上就可打孔.
如果你的另件精度硬度要求不高,去买一根4.4mm的钻花,打出来也能用.
[ 本帖最后由 kmwjs 于 2006-4-24 16:18 编辑 ] |



 /2
/2 


 发表于 2006-4-18 17:56
发表于 2006-4-18 17:56



 楼主
楼主