我的大顶尖头歪了,我得车个圆锥体,但是自己用手工来车根本无法车出角度.
看车刀架底下有刻度应该是可以旋转的,我把它旋转一下就可以车锥体了.请问怎么让它旋转.
调整哪个罗丝,一边共有三个.
另外我的刀架扳手大了,应该是内直径八毫米,我想自己找个粗的大罗丝做一个,但是如何掏个方形的洞可难坏我了.
车外,车平都行,就是不会掏方洞呵...请指教
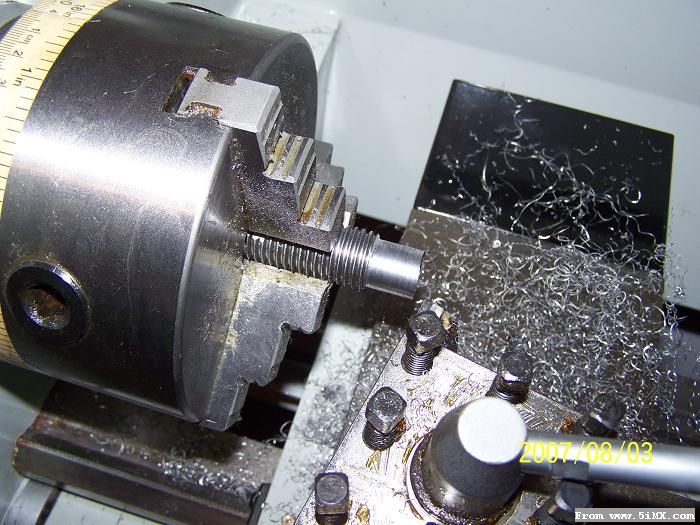
1、CJM250车刀架罗丝是八个的方的,我的配套的大了一号,想自己动手制作一个。准备材料想来想去罗丝比较容易。我去标准店买了几个超大罗丝,店主奇怪的问干什么用的,用这么大,我只说固定用的呵。。

这是极端错误的,因为罗丝是六角的,用三爪这样抓根本抓不住,用550速度车掉罗文的时候第一事故发生了,罗丝发生偏转砸在了车刀架上,因为罗丝软而车刀和卡盘硬,所以造成的损伤不大,只是把我吓坏了,按下紧急停止按钮,怎么样也板不动三爪了,因为罗丝翻转了之后卡得更死了,使劲最后还是搬下来了。

学聪明了先把方的车成圆的再车另一端。

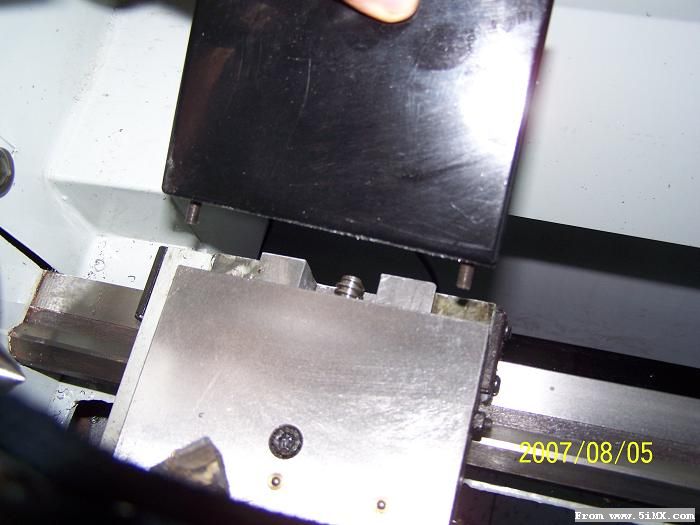
2、钻洞,直接用铣床上用的B16和ms3连接杆直接装在尾座上先用送的中心钻定心,然后用八个的钻打洞,洞打好了,问题来了,钻夹头和连接杆卡得很死,怎么搞下来。
凉了一会那手拧下来了,很不容易啊。


3、嗯?怎么这么快就弄好了呢,其实不是的,那个罗丝打洞的那个,弄好了之后就上了铣床,发现了几个问题,车床声音大,但效率高,切钢就象切豆腐,铣床声音小但是铣东西那个费劲,打洞就更费劲了,其中钻卡头上去一会就掉下来了,发现是技巧问题,另外铣刀请大家还是用三忍的,两刃建槽的简直是破坏床嘛,一铣都可以看到铣头受力变型,还是三刃的强啊。怎么搞那个方洞呢,本来是拿十景措去挫出来呢,后来发现要干到晚上就算了,直接在两个角上进行了铣扩孔,扩完就刚好,铣床设计的好啊,根本不用那么复杂,想取下卡头太容易了,把机头摇低,底下垫上东西,然后拿两个拌手,大板手固定铣床头顶黑冒里的大罗丝,用小扳手搬动那个小罗丝,就是按我们卸罗丝的方向拧几下,卡头就送了,用手慢慢转下来。
4、不小心垫在罗丝下平口里的车刀给掉出来了,撞在了铣床轨道上留下了伤心的痕迹。
那个搬手是个更长的罗丝,因为太复杂了,所以只车了一端,因为太长所以自己考虑是不是上中心架,但是怕麻烦,所以直接打了中心孔,上小顶尖顶上。
车的时候不好掌握,总是觉得车到八毫米了,可是孔对不上,所以一狠心,结果车多了,杆细孔大,怎么办,好吧,再车一节粗的,这样起固定作用。


钻孔的时候一头大一头小,因为我没有完全钻透,刚好这段配合部分很紧,砸进去就可以得到固定。
砸进去了。

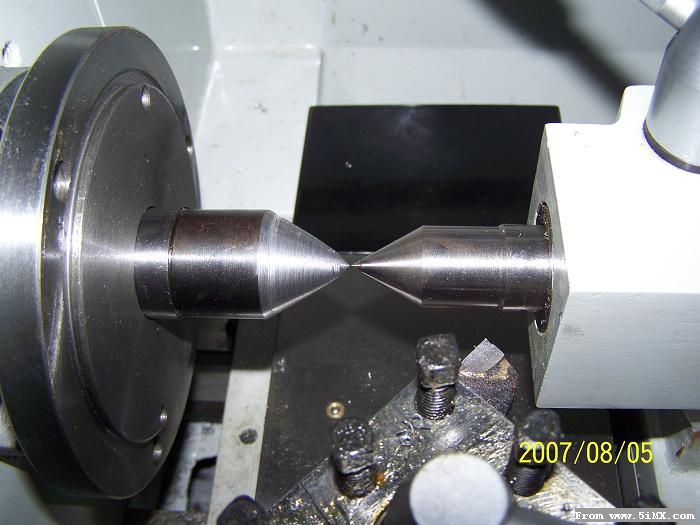
完成了!!谢谢收看第一部分。下面就是车顶尖,明天完成吧。
该顶尖的修复了,首先的卸掉卡盘,拿掉车刀架防护板,然后再车,因为我没有特殊的刀,或者方法不对车出来的东西很难看,后来就改用撮手工掌握,最后终于修复.






[ 本帖最后由 bbcbbs 于 2007-8-7 23:22 编辑 ] |



 /1
/1 



 发表于 2007-8-3 12:41
发表于 2007-8-3 12:41

 收藏
收藏 楼主
楼主


