视频没有哦,其实90度车刀也不是很难磨的,主要看你车的材料来看车刀角度的大小,象车软材料,你可以刀磨的锋利一些,但用的时间不会很长.你可以去看一下这个空间,有一些磨刀的方法,希望能帮上你.
一、切槽
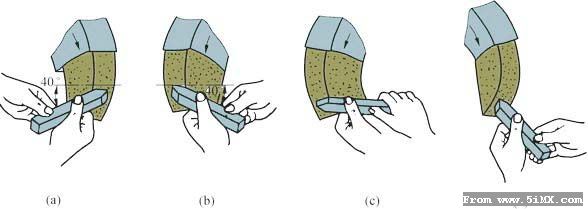
切槽时用切槽刀。切槽刀前为主切削刃,两测为副切削刃。安装切槽刀,其主切削刃应平行于工件轴线,主刀刃与工件轴线同一高度。
切窄槽,主切削刃宽度等于槽宽,横向走刀一次将槽切出。切宽槽,主切削刃宽度小于槽宽,分几次横向走刀,切出槽宽;切出槽宽后,纵向走刀精车槽底,切完宽槽。
二、切断
切断车刀和切槽车刀基本相同,但其主切削刃较窄,刀头较长。在切断过程中,散热条件差,刀具刚度低,因此须减小切削用量,以防止机床和工件的振动。
切断操作注意事项:切断刀装夹时,不易伸出过长同时切断刀的中心线必须装的跟工件中心线垂直以保证两个副偏角对称;车断实心工件时,切断刀的主切削刃必须装的与工件中心等高,否则不能车到中心,而且容易崩刀,甚至折断车刀;切断刀的底平面应平整,以保证两个副后角对称.
1.切断时,工件一般用卡盘夹持。切断处应靠近卡盘,以免引起工件振动。
2.安装切断刀时,刀尖要对准工件中心,刀杆与工件轴线垂直,刀杆不能伸出过长,但必须保证切断时刀架不碰卡盘。
3.切断时应降低切削速度,并应尽可能减小主轴和刀架滑动部分的配合间隙。
4.手动进给要均匀。快切断时,应放慢进给速度,以免刀头折断。
5.切断钢时,需加切削液。
http://hi.baidu.com/tangyetingsi ... 95a91201e92815.html
参考资料:http://hi.baidu.com/tangyetingsida |



 /1
/1 



 发表于 2007-11-16 14:37
发表于 2007-11-16 14:37

 [/img]
[/img] 收藏
收藏 楼主
楼主
