原帖由 愚木 于 2007-11-29 12:36 发表
没有那么多米啊。:em25: LP只是答应这月的粮我自己自由支配,买了车加上附件就没有了,还想买台钻后改个小铣床呢,正在跟LP请示呢。买个车先凑活着用吧,只是不知C2能不能胜任。有用过的告知一声。我平时很少加 ...
 [/img]
[/img]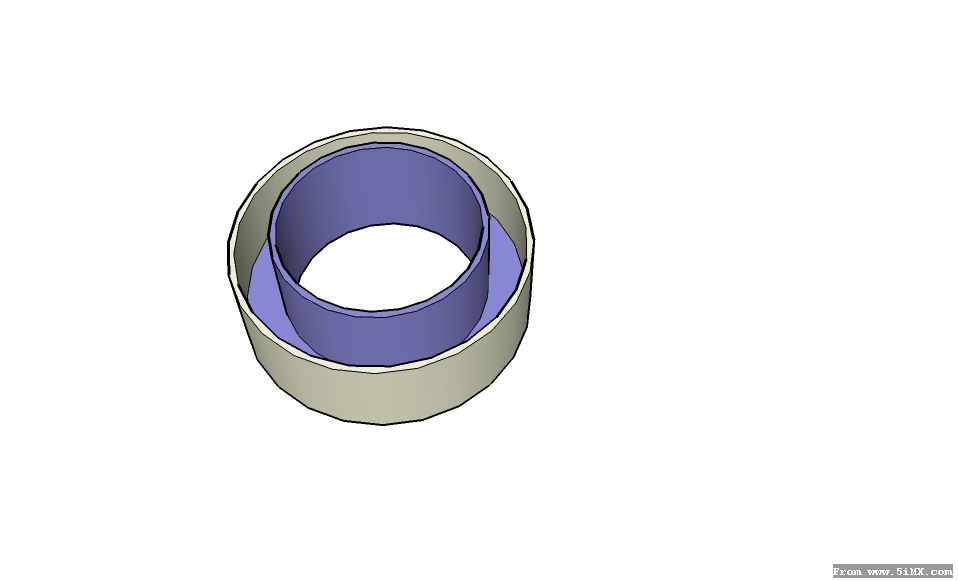 [/img]
[/img] [/img]
[/img]原帖由 愚木 于 2007-11-29 12:36 发表
没有那么多米啊。:em25: LP只是答应这月的粮我自己自由支配,买了车加上附件就没有了,还想买台钻后改个小铣床呢,正在跟LP请示呢。买个车先凑活着用吧,只是不知C2能不能胜任。有用过的告知一声。我平时很少加 ...

原帖由 愚木 于 2007-11-29 12:54 发表
好注意:em26: 。周末先去市场买个台钻再说。上次看到西湖13MM的台钻要900多,是不是商家蒙我啊?
自己不懂行情,看到坛子里边兄弟们买的台钻才300多。我在市场看见那种300多的做工极差,分量也轻的很。不知是不 ...
原帖由 愚木 于 2007-11-29 11:23 发表
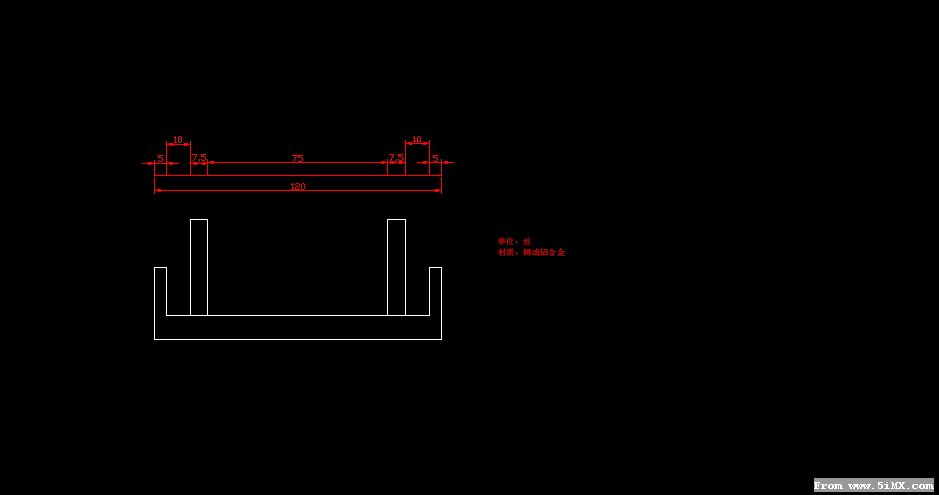
5毫米的高度,可以用长一点料做好切下来,不知可以不?
关键是0.5毫米薄壁是否可以车出来呢?中间的槽深度也就2毫米。自己磨一个特殊点的车刀能否把那个槽车出来呢?
各位高手赶快帮帮我,如果可以的话,月底 ...
原帖由 天糖凤凰2 于 2007-11-29 22:57 发表
有两种说法,正规的说1MM=10丝米,也有民间说法是1MM=100丝(没有米),也叫1MM=100道
LX这个零件~~把刀磨得特别特别合适可以做出来
原帖由 愚木 于 2007-11-30 09:28 发表
有点晕了,不知是买车还是买钻铣床了。:em04:
| 欢迎光临 5iMX.com 我爱模型 玩家论坛 ——专业遥控模型和无人机玩家论坛(玩模型就上我爱模型,创始于2003年) (http://bbs.5imx.com/) | Powered by Discuz! X3.3 |
