打开手机扫一扫
欢迎继续阅读楼主其他信息
举报
原帖由 锋利数控工具 于 2008-5-29 08:54 发表 楼上几位武林高手切磋的武功秘籍说的有点晕晕的,:em20: :em17: 这:skd-11是日本工业规格的合金工具钢啊,国际标称是Cr12吧! SKH59这是日本工业规格的高速钢,美国称为M42 W2Mo9Cr4VCo8 ...
原帖由 chibi 于 2008-5-27 00:28 发表 你没见过的还很多呢,要是你有兴趣你可以来我这里,我给你现场打硬度,现场车。车铣刀你是抬杠。要是真的车也完全可以车。因为很多的小厂做的铣刀的硬度基本上都到不了 60度。看你前面的发言可以证明你确实是 ...
原帖由 沙沙8888 于 2008-5-26 23:56 发表 60度左右`用YS的``超过65度`就用BN700系列的`最硬加工过69度的钻头屁股用 最硬车过你们用的钨钢棒`用的刀是KBN525牌号`
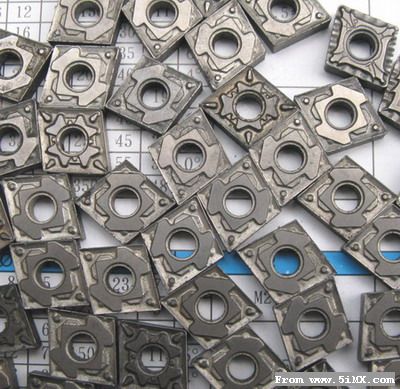
原帖由 gugs_cn1 于 2008-5-26 19:07 发表 厂里搞的,三德威克,每一粒有2个刃口,每颗35~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~美金! 而我"买"来的价格是5颗/2包紫南京!顺带原装75度刀把!
原帖由 云浮 于 2008-5-27 01:46 发表 楼主是床上老手了:em26: 经常把床 转得哪个咿呀个响呀:em15:
原帖由 沙沙8888 于 2008-5-27 00:41 发表 你看我把你的帖子顶到了第一叶``怎么样也得透露点小道消息吧``貌似现在的进口二手货`还是比国产大厂的货`便宜不少不是吗`!
原帖由 沙沙8888 于 2008-5-27 00:15 发表 你车的东西绝对没有62度``就算有`也是局部的``你认为你有那个本事`你就拿个铣刀试验下`车铣刀刃口``屁股夹卡盘`` skd-11是日本牌号`国内牌号是CR12MOV```看样子你是日本留学回 ...
原帖由 沙沙8888 于 2008-5-27 00:10 发表 我才是中国人``貌似你刚才说的那个skd-11是鬼子牌号吧`???
原帖由 沙沙8888 于 2008-5-27 00:07 发表 是的你去查查我说的BN700 KBN525这两个牌号就清楚了`
本版积分规则 发表回复
查看 »



 /2
/2 



 发表于 2008-5-25 13:08
发表于 2008-5-25 13:08

 收藏
收藏
 楼主
楼主
