|
|
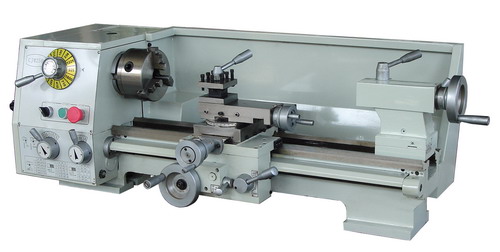
呵呵,两种车床虽然大小一样,都是250型号,但使用起来差别大了:
1 无级变速车床靠改变电流大小实现变速。优点是调速使用方便。所以当它速度很高时可以发挥电机的最大载荷。但很多材料速度高了粘刀。速度低了扭力却减小很大。一旦加工负荷超过机器的载荷,很可能造成闷机或停止运转。而且不管是车床还是铣床,无级变速的机电故障率还是蛮高的。尤其对那些基本操作技术和方法尚不熟悉的朋友来说。这可能也是很多工业机床采用机械变速的原因吧。
2 无级变速车床的自动走刀和齿轮变速还是有很大区别的:此款齿轮变速的应该可以单独调整自动走刀速度,而无级变速只能随着主轴速度加大而相应增大。这点在实际使用中作用不小。
3 任何机床的稳定性和精度,最终还是要看机器的刚性。重量也是刚性的重要指标。当工件(加工时吃刀量,刀的大小。。。)和机器的重量比越大,对机器的稳定性影响也越大。这也是为啥家用机无法和工业级比拟的原因。
4 作为家用机,楼主购买时要考虑实际使用用途。如果你单纯为了加工一些很小的零件且加工量不大,我觉得倒没必要更换。如果你加工的范围较广,从长远来说,齿轮变速是首选。
以上几点皆是本人从实际使用中得到的切身体会。认知有限,不当之处还望指正。:em15: :em00: |
评分
-
查看全部评分
|



 /1
/1 



 发表于 2011-1-31 09:45
发表于 2011-1-31 09:45






 收藏
收藏 楼主
楼主
