打开手机扫一扫
欢迎继续阅读楼主其他信息
举报
arp 发表于 2014-9-9 11:16 调整好角度,再摔一次
爱在关灯时 发表于 2014-9-10 20:54 上床,车一刀。这样摔一下,不会有很大变形,尽量修正,如果修不了,往轴承位车,有足够位置的。
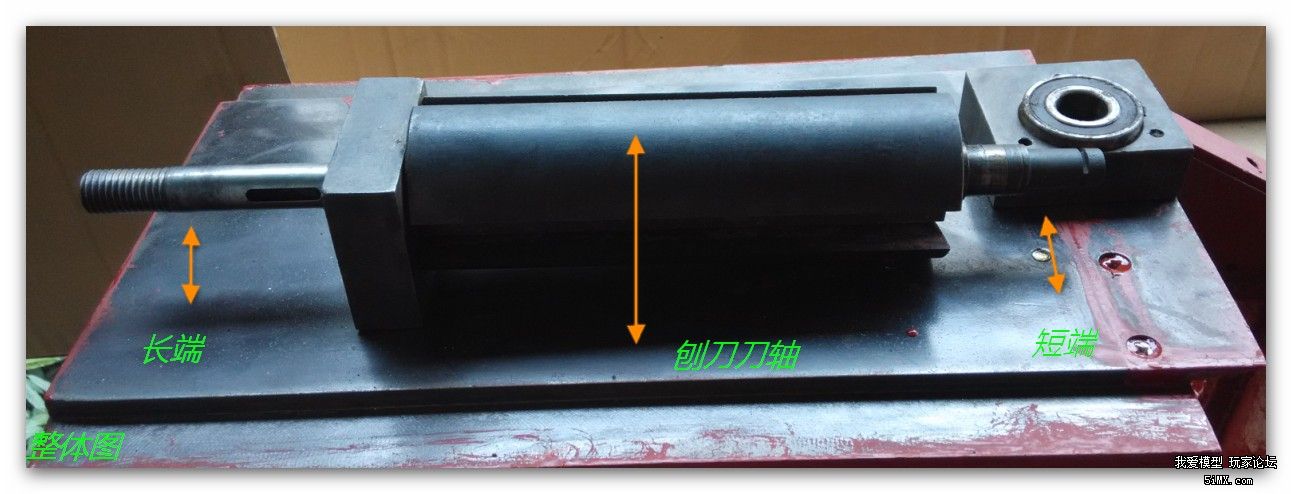
1 刨轴整体,烧烤后模样.jpg (92.1 KB, 下载次数: 22)
下载附件
2014-9-11 14:54 上传
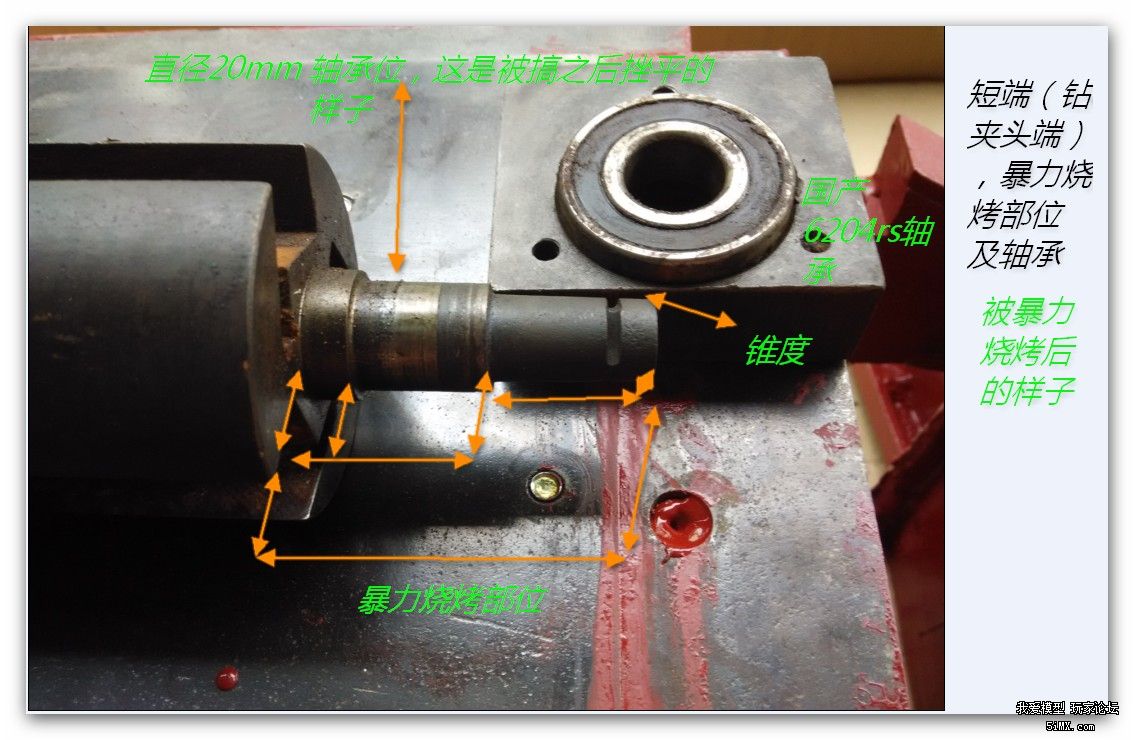
2,短端被暴力烧烤后模样,最早的弯图没有拍照.jpg (135.77 KB, 下载次数: 28)
2.1 短端烧烤图.jpg (74.53 KB, 下载次数: 24)
2014-9-11 14:55 上传
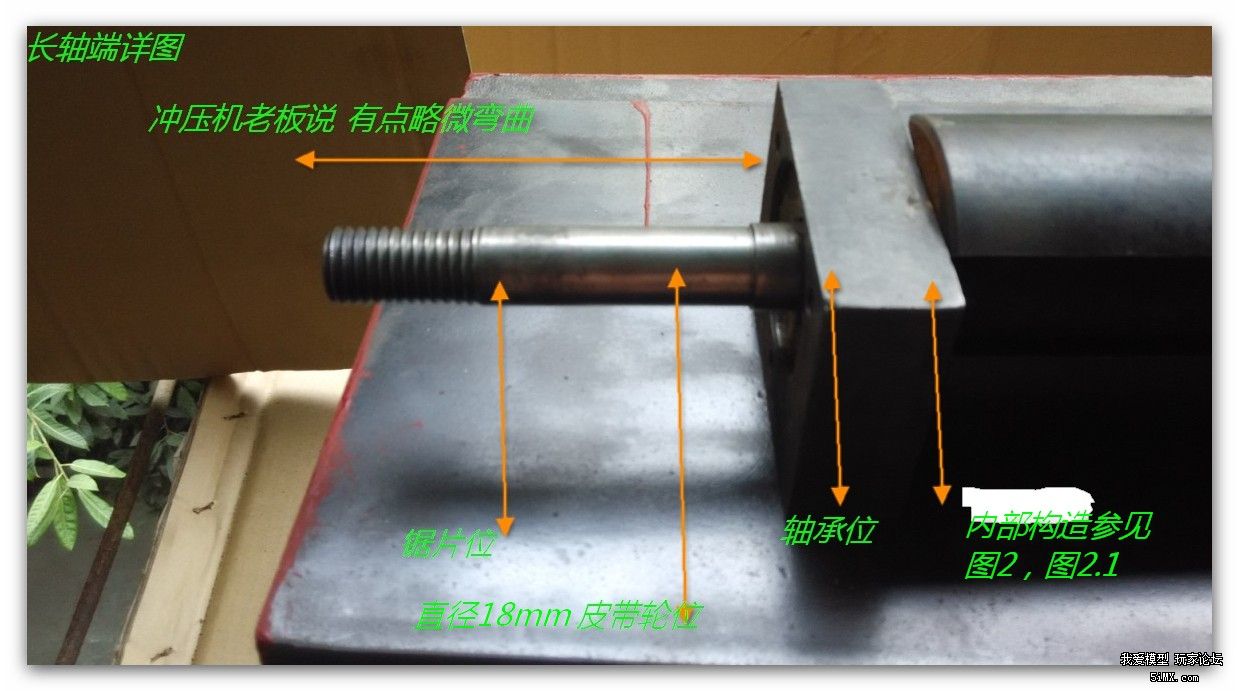
3 长轴端 详图.jpg (106.96 KB, 下载次数: 18)
战场归来 发表于 2014-9-11 08:17 没有说明弯的地方在哪里,如果是带着床架子摔的,一般轴承位置不会有事,只是安装卡头的位置会弯,这种情况 ...
纵向思维 发表于 2014-9-11 08:19 三点矫直法,两个V型块支撑轴两端,压板压轴最高点,百分表验校。条件好点的做个龙门架用千斤顶压。楼主 ...
夭夭 发表于 2014-9-11 08:56 来此求助,最好上图,文字未必能让人完全理解你所想表达的.
夭夭 发表于 2014-9-11 20:35 哎,我不是什么大神,只是一个从业机械时间不常的人,现在涉及到一些个加工工艺,说点我的看法.。还有没有 ...
夭夭 发表于 2014-9-11 20:53 你若自己做一根肯定不是先退火-正火-回火-粗车-外圆磨-分度头铣键槽-淬火-正火-------------因为买来的新棒 ...
夭夭 发表于 2014-9-11 20:57 车其实也要基本到位,最多留几十丝余量给磨床,具体你最好与磨加工有人商量一下。若怕变型量大而磨不出可以 ...
夭夭 发表于 2014-9-11 21:11 你上面说的第一,我还是觉没什么问题,那不是退火,而是在淬火,当然局部硬度可能不一至的,但你那个我前面 ...
断轴可疑门?.jpg (145.69 KB, 下载次数: 27)
2014-9-11 22:09 上传
改轴.jpg (116.66 KB, 下载次数: 23)
2014-9-11 21:40 上传
本版积分规则 发表回复 回帖后跳转到最后一页
查看 »



 /2
/2 



 发表于 2014-9-9 09:29
发表于 2014-9-9 09:29

 收藏
收藏 楼主
楼主

 厉害,专业的就是专业的,不才业余兴趣队不能比。。。
厉害,专业的就是专业的,不才业余兴趣队不能比。。。
