打开手机扫一扫
欢迎继续阅读楼主其他信息
举报
原帖由 hcheng 于 2007-6-5 20:01 发表 合金刀可以买个100或125金刚石砂轮来磨,只怕你的合金不够厚!
原帖由 room07 于 2007-6-5 21:56 发表 是否这种金刚石砂轮
原帖由 清乐 于 2007-6-5 23:14 发表 焦急的等待中!我的还没发货:em17:
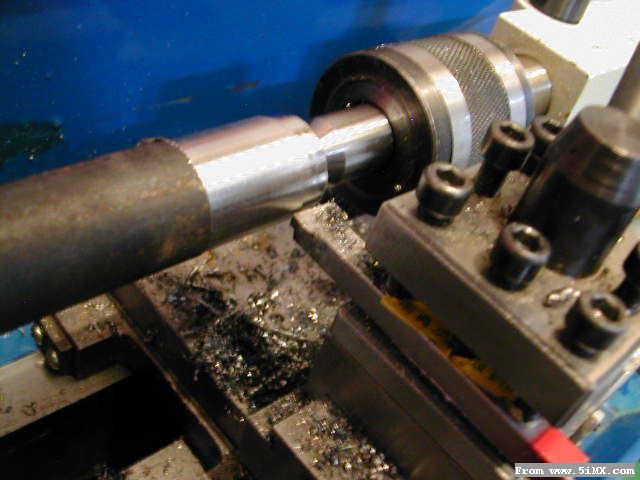
原帖由 room07 于 2007-6-3 11:41 发表 马达太热已加装了风扇 , 清凉了 1.有人知道齿轮箱如何加油 ? 2.切断32MM铜柱时出现振动 , 切口4MM白钢刀 , 速度约600 , 如何消除切断时振动 是否4mm太厚了,请高手指点一下 http://photo.5imx.com/u ...
原帖由 room07 于 2007-6-5 23:55 发表 马达加装了风扇 , 电机不怕热了 , 但低速时力矩不足
本版积分规则 发表回复 回帖后跳转到最后一页
查看 »



 /2
/2 


 楼主
楼主

 发表于 2007-6-4 20:36
发表于 2007-6-4 20:36