打开手机扫一扫
原帖由 锋利数控工具 于 2007-10-7 09:43 发表 如果转速太低: 1.铣刀容易断 2.表面铣削后的光洁度差 3.走刀量也要相对降低
欢迎继续阅读楼主其他信息
举报
原帖由 锋利数控工具 于 2007-10-7 10:55 发表 1.高速钢的铣刀使用时一般是不会退火的! 2.高速钢钻头变蓝是因为钻头钝了,有可能是钻头的材质问题,也有可能是钻头的头部磨的不好,总之钝了就必须重磨! 高速钢:这种材料是以铬、镍、钨、钼、钒(有的还含 ...
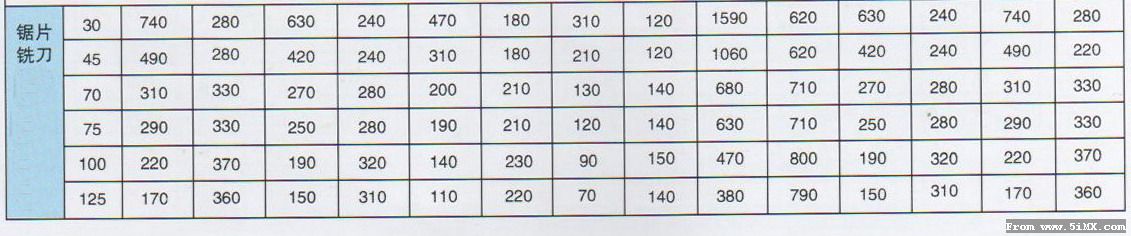
原帖由 锋利数控工具 于 2007-10-25 20:24 发表 呵呵,过些天我把合金刀具的参数也挂上去,供大家参考!~:em15: :em00:
本版积分规则 发表回复 回帖后跳转到最后一页
查看 »



 /2
/2 


 发表于 2007-10-7 09:57
发表于 2007-10-7 09:57
 楼主
楼主