|
|
原帖由 boyfbi 于 2008-1-8 18:33 发表 
今天去了线切割工厂了,NND。不是很顺利!
主要是定位,我开始通过计算和书上的公式计算得出,电机的磁隙间隙误差只要小于20%就可以正常使用。所以定位精度只用在0.1mm以下就可以了。
工厂老板也拍着 ...
你肯定没给小工烟抽.......:em15:
线切割误差给搞到0.15mm他估计喝到假酒了。要么就是成心的。
切割的时候误差是这样的:钼丝的直径+0.07mm.一般软件都有设定会把钼丝直径去掉。
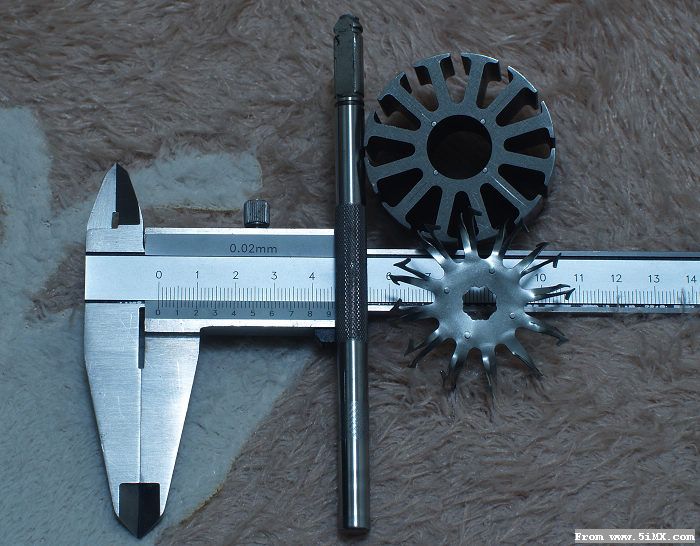
当时给我的CNC切割光轴安装孔的时候小工怕割的不准确(因材料而有些许的差别。我要求的公差是-0.01)先在那钢板上割一个小直径的圆,切掉后用千分尺卡内圆,取得误差,然后再正式切割。这样就不会有错了。不过俺那钢板是方的,不像圆的,不好定位。
你那个老板想的办法在精度0.1MM的前提下,也可以用。弄个外套再增加一个内套。不过你尽量要求他用最慢速度切割,看切口就知道切割速度了。
然后公差留小一个丝或0公差配合轴承外壁。不过明天建议你再检测一下(卡内径,圆周4分点卡长度,确定差值)我估计他用套子套住再割绝对达不到他讲的0.02MM。保守点应该在0.05-0.1之间。不过这次同心度会好。所以剩下的就是内套的事情了。内套与磁钢片必须负公差紧配合!-0.01的公差可以比较轻松的压入。-0.02有点难度。压入后前后对称的冲小坑压住它。
另外这老板不厚道。给你切套子需要三次切割。走的面积比光切磁钢大多了。却要你付套子的钱。。。。。这就是前面讲的后者了。
[ 本帖最后由 Scripitsky 于 2008-1-9 00:26 编辑 ] |
|



 /2
/2 


 发表于 2008-1-5 18:49
发表于 2008-1-5 18:49
 楼主
楼主