打开手机扫一扫
欢迎继续阅读楼主其他信息
举报
原帖由 555W 于 2008-2-18 00:52 发表 懒是偷了,巧还是3条A的好,(自定位,精度好的话基本不用调零):em01:
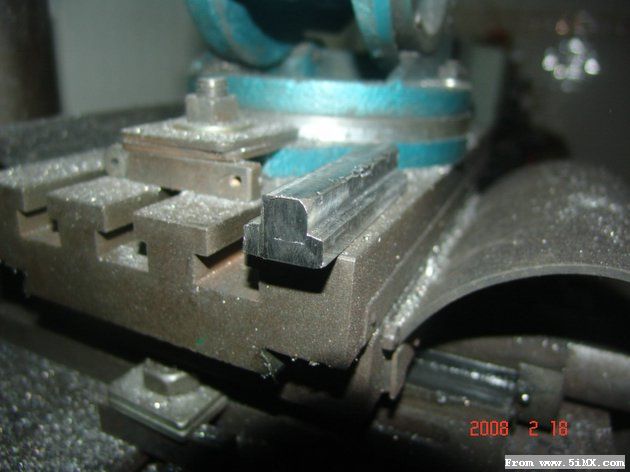
原帖由 mattlee 于 2008-2-18 01:50 发表 这个也不错呀, 虽没靠台, 也不影响使用, 呆钳口这边要是再有个控制垂直度的小附件,就更理想了
原帖由 wdzwdzwdz 于 2008-2-18 21:05 发表 是我发的那个网站上的图,你还学的挺快.有什么疑问可以问我哦.
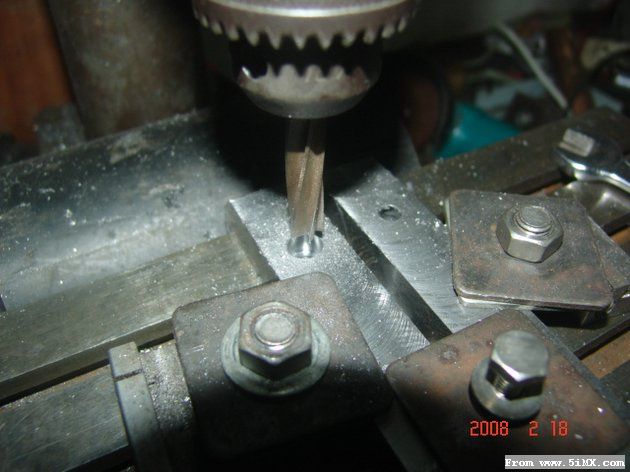
原帖由 xshhh 于 2008-2-18 22:36 发表 3A兄:T形槽锣母为何不一齐钻完孔绞完丝再锯?如你的铣台有标尺(如无可贴一个)只需对一次刀、完成一个孔后移动N个单位再下一个孔...
原帖由 wdzwdzwdz 于 2008-2-18 23:33 发表 建议你在作完后把所有的嵌条对应的安装做好记号后,在安装到铣床上在0.01MM以下的洗削量上做一下精洗然后如果有条件的话在精磨到高质量的表面粗糙度.
原帖由 春天的豆豆 于 2008-2-18 23:51 发表 3A的牛转搞到位了~~~
原帖由 aaa77770000 于 2008-2-19 00:02 发表 你的车床?还.....:em22:
本版积分规则 发表回复 回帖后跳转到最后一页
查看 »



 /2
/2 


 发表于 2008-2-18 02:05
发表于 2008-2-18 02:05

 楼主
楼主